3D打印熱塑性碳纖維時,紅外加熱或可提升機械性能上限
3D打印工藝可以生產(chǎn)出幾何形狀更為復雜的零部件,但通常認為該工藝生產(chǎn)出的零部件的機械性能較弱,這是由于3D打印工藝中材料的各向異性存在、層間強度較低和微觀結(jié)構(gòu)異質(zhì)性所致。想要改善這種情況,需要從基礎的打印材料上入手,通過研究發(fā)現(xiàn),石墨烯、纖維、碳納米管、金屬粉末等作為增強材料使用時,可以提升零部件一定的機械性能。智上新材推薦一種自帶高強機械性能的新型復合材料,它便是熱塑性碳纖維復合材料。
3D打印CF/PA復合材料測試,再使用紅外加熱預熱復材
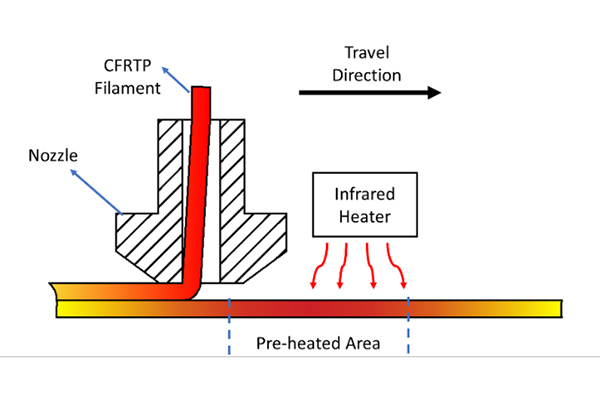
有國外專業(yè)團隊進行了3D打印熱塑性碳纖維復合材料的相關(guān)實驗,實驗中以連續(xù)碳纖維和熱塑性樹脂聚酰胺(PA)作為基礎材料,并在打印過程中,使用紅外加熱器在打印噴嘴前加熱前一層復合材料以提高層間粘合性能,再通過三點彎曲測試研究了紅外加熱對CF/PA樣品機械性能的影響。
1、材料準備:熱塑性聚酰胺(PA)樹脂,其抗拉強度和彎曲強度均為57MPa,直徑為1.75mm;3K碳纖維其抗拉強度為4900MPa,彈性模量為245GPa。
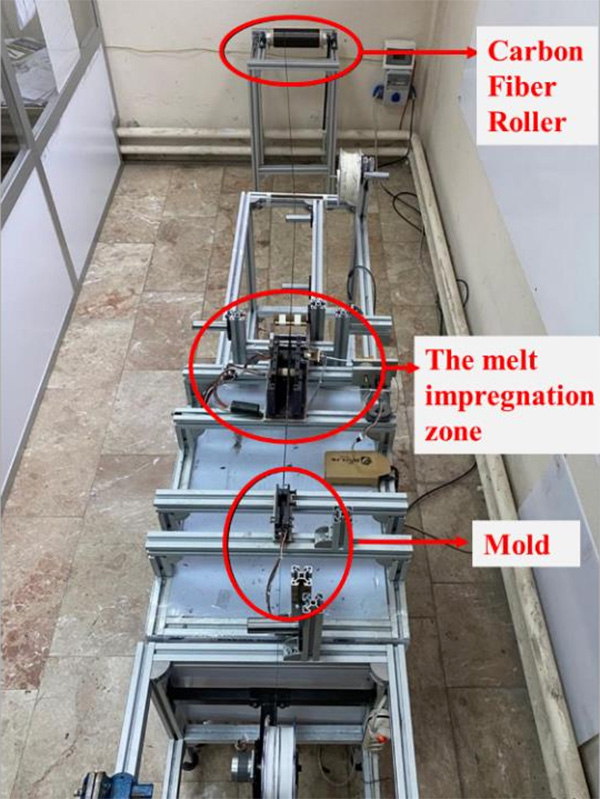
2、CF/PA長絲制備:使用熔融浸漬生產(chǎn)線將聚酰胺(PA)和碳纖維制成CF/PA長絲,生產(chǎn)線包括三個主要部分:纖維展開區(qū)、聚合物混合區(qū)和成型區(qū),CF/PA長絲制備完成后,待后續(xù)打印使用。
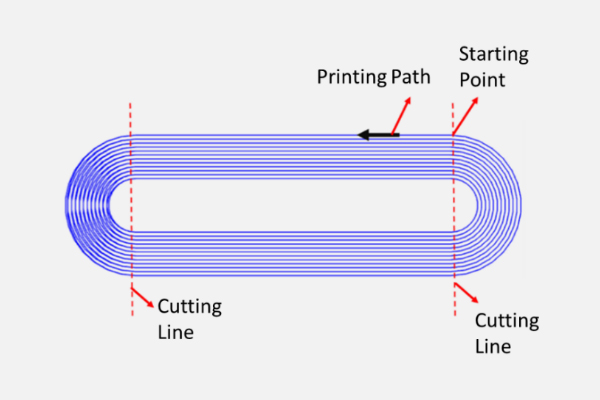
3、3D打印CF/PA樣品:打印CF/PA樣品時采用橢圓形的連續(xù)路徑(如上圖),參數(shù)預設為打印噴嘴溫度240°C,加熱床溫度80°C,3種打印速度(5mm/s、2.5mm/s和1.5mm/s),打印結(jié)束后,從剪切線上剪下圓角,獲得了兩個矩形三點彎曲測試樣品。
4、紅外加熱預熱:為了實現(xiàn)更好的層間粘接效果,進一步提升CF/PA樣品的機械性能上限,使用紅外加熱器對復合材料進行預熱操作,紅外加熱器預設8.0A和3.2V的電流。
5、三點彎曲測試:根據(jù)“ISO14125 - 纖維增強塑料復合材料彎曲性能的測定”標準,對CF/PA樣品進行測試,獲取對應的彎曲強度和模量數(shù)據(jù),并進行對比。
低打印速度下,紅外加熱可提升CF/PA樣品的機械性能上限
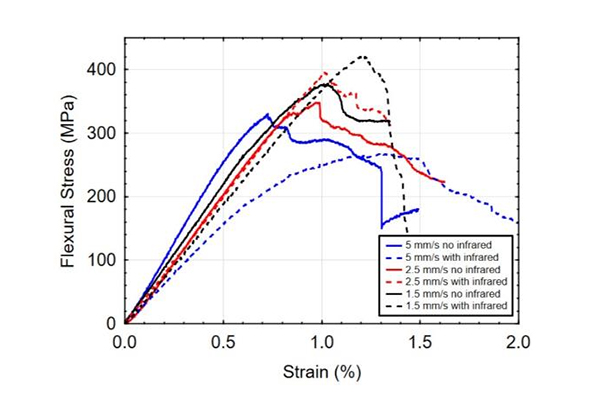
上圖為CF/PA樣品三點彎曲測試結(jié)果的應力-應變曲線圖,曲線圖顯示,1.5mm/s的紅外預熱打印速度呈現(xiàn)出最高的彎曲強度,明顯高于2.5mm/s和5mm/s。分析認為:打印速度越慢,紅外加熱可以更好的預熱前一層復合材料,進一步提升層間粘接能力。根據(jù)曲線圖可以發(fā)現(xiàn),使用紅外加熱器在1.5mm/s和2.5mm/s打印速度下,CF/PA樣品可以獲得更好的機械性能,但在5mm/s時則相反,這是因為打印速度太快時,無法將上一層復合材料預熱到所需的溫度。
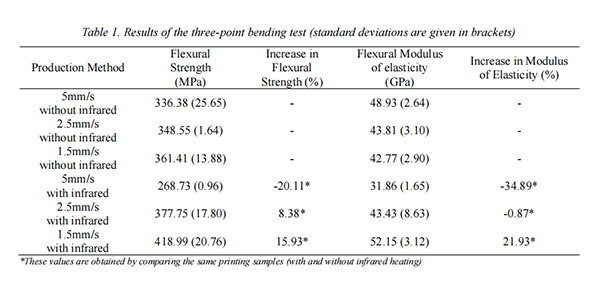
上表為三點彎曲測試中記錄的數(shù)據(jù)統(tǒng)計表,表中顯示1.5mm/s打印速度下,紅外加熱的CF/PA樣品具有最高的平均彎曲強度,約為418.99MPa。與1.5mm/s未使用紅外的樣品相比,1.5mm/s使用紅外的樣品彎曲強度增加了15.93%,彈性模量增加了21.93%。數(shù)據(jù)總體顯示,在低打印速度下,彎曲強度和模量的提升較為明顯,而在5mm/s這樣的高打印速度下,彎曲強度和模量反而呈現(xiàn)出較大的下降。

通過實際的測試,可以總結(jié)為:紅外加熱預熱可大幅提升熱塑性碳纖維復合材料3D打印成型后零部件的機械性能,但只適用于低打印速度的成型加工中。熱塑性碳纖維復合材料的成型方式并不局限于3D打印一種,而且高性能的熱塑性樹脂(如PEEK、PPS)等還支持模塑成型、熱壓成型等,另外還支持高溫熱重塑。智上新材認為熱塑性碳纖維復合材料的發(fā)展尚處于起步階段,只有不斷的嘗試和研究,總結(jié)和改進,才能讓熱塑性碳纖維在整個材料行業(yè)和整個工業(yè)領(lǐng)域發(fā)揮出更大的價值。
 掃一掃添加微信
掃一掃添加微信