如何避免碳纖維箱體成型時(shí)脫模造成的損傷?
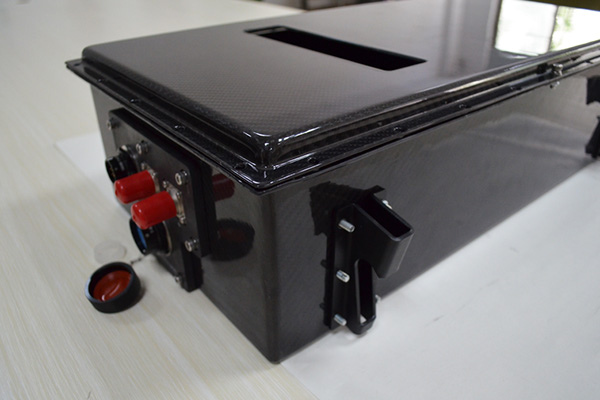
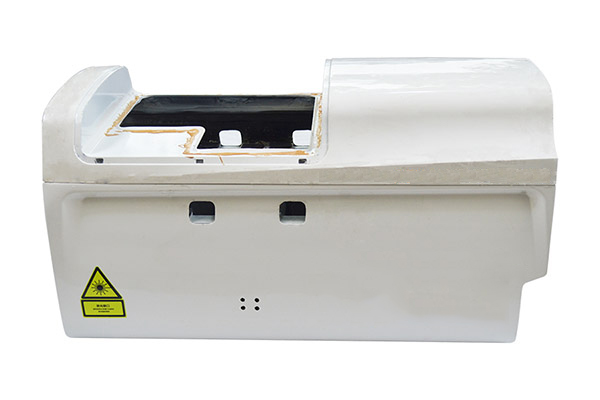
碳纖維產(chǎn)品定制加工,就是將碳纖維復(fù)合材料加工成不同外形,以滿足實(shí)際應(yīng)用中的各項(xiàng)需求。假設(shè)客戶需要一個(gè)表面有鏤空窗且內(nèi)部有多個(gè)螺孔的碳纖維箱體,智上新材料會(huì)根據(jù)箱體大小等參數(shù)進(jìn)行外觀方面的設(shè)計(jì),提前備好碳纖維預(yù)浸料和脫模劑等物料,另外制作對(duì)應(yīng)的成型模具,隨后在加工過(guò)程中注意細(xì)節(jié),成型后小心脫模,力求將客戶需求落實(shí)到實(shí)際產(chǎn)品中。本文將探討一下碳纖維箱體成型過(guò)程中會(huì)碰到的一些問(wèn)題。
碳纖維箱體成型需要用到哪些模具?
碳纖維箱體并不是實(shí)心的,中空結(jié)構(gòu)、甚至表面有鏤空窗等造型,這種復(fù)雜情況下,需要先對(duì)模具進(jìn)行優(yōu)化調(diào)整,確定長(zhǎng)度、寬度和高度后,再針對(duì)邊邊角角等細(xì)節(jié)進(jìn)行調(diào)整。碳纖維箱體成型過(guò)程中,通常會(huì)用到陽(yáng)模和陰模這兩種模具,如果箱體上下空間不一,可能會(huì)使用分體模具,組合使用以獲取適合的產(chǎn)品外形。
除了陽(yáng)模和陰模外,通常還會(huì)用到真空袋,將真空袋提前放入模具中適當(dāng)位置,鼓入空氣后與模具邊緣緊密貼合。在加溫加壓固化階段,可有效阻止軟化樹(shù)脂的隨意流動(dòng),有效保障成型后碳纖維箱體的表面狀態(tài),維持高水平的機(jī)械性能。
碳纖維箱體成型加工需要多長(zhǎng)時(shí)間?
從智上新材料制作碳纖維箱體的經(jīng)歷來(lái)看,標(biāo)準(zhǔn)成型加工工藝的時(shí)間通常需要36-72小時(shí),我們可以對(duì)其進(jìn)行進(jìn)一步的拆分解析,來(lái)看看每個(gè)加工步驟的用時(shí)長(zhǎng)短。
1、模具制作:找到合適的模具廠家,澆筑模具并進(jìn)行表面處理,通常需要12-24小時(shí);
2、模具準(zhǔn)備:清潔模具表面,均勻涂抹脫模劑,通常需要1小時(shí);
3、碳纖維鋪層:將碳纖維預(yù)浸料裁剪成合適的大小,根據(jù)需求將不同層數(shù)的預(yù)浸料鋪放在模具當(dāng)中,產(chǎn)品厚度越大,鋪層時(shí)間越長(zhǎng),箱體外形越復(fù)雜,鋪層時(shí)間越長(zhǎng)。通常需要1-3小時(shí);
4、真空袋置入:將真空袋放入模具和預(yù)浸料中,抽真空以去除氣泡并確保碳纖維層上的壓力均勻,該步驟非常重要,如果真空袋破損,需要重新置入,通常需要1-2小時(shí);
5、固化成型:將模具連同預(yù)浸料、真空袋等放入熱壓設(shè)備中,加溫加壓進(jìn)行固化,通常需要為6-12小時(shí);
6、冷卻脫模:固化完成后,對(duì)模具進(jìn)行冷卻(室溫或水冷),對(duì)碳纖維箱體進(jìn)行脫模處理,通常需要3-6小時(shí),如果碳纖維箱體外形較復(fù)雜,脫模時(shí)間會(huì)更長(zhǎng);
7、后處理:脫模后的碳纖維箱體只是雛形,需要除去表面殘留的樹(shù)脂,裁切多余部分,還需要進(jìn)行水洗、打磨、打孔等后處理,通常需要6-12小時(shí);
完成上述所有工序后,一個(gè)滿足客戶需求的碳纖維箱體才算真正被加工出來(lái)。如果加工環(huán)節(jié)出現(xiàn)問(wèn)題,比如鋪層時(shí)未預(yù)壓實(shí)、真空袋成型過(guò)程中破損、脫模時(shí)邊角損傷,那成型加工需要從頭再來(lái),耗費(fèi)的時(shí)間會(huì)成倍延長(zhǎng)。

如何避免碳纖維箱體成型時(shí)脫模造成的損傷?
碳纖維箱體與其他外形較為復(fù)雜的碳纖維產(chǎn)品相似,在固化后脫模時(shí),時(shí)常出現(xiàn)邊角損傷的情況。分析其中原因有多種,有模具原因、工藝原因、操作原因等。廠家在實(shí)際生產(chǎn)過(guò)程中,需要總結(jié)經(jīng)驗(yàn),針對(duì)各個(gè)環(huán)節(jié)各種細(xì)節(jié)進(jìn)行優(yōu)化和規(guī)避,下面的這些方法就是智上新材料多年生產(chǎn)加工積攢的一些經(jīng)驗(yàn)。
1、正確選擇模具:設(shè)計(jì)具有傾斜邊緣(拔模角)的模具,以便更容易移除碳纖維產(chǎn)品;使用帶有螺栓或緊固件的兩部分模具,可以輕松打開(kāi),從而可以輕輕地取出產(chǎn)品;避免尖銳的底切或形狀將產(chǎn)品困在模具中難以脫模。
2、模具表面處理:可拋光模具表面,確保模具表面光滑,盡量減少模具與碳纖維產(chǎn)品之間的摩擦;定期維護(hù)模具,檢查模具是否凹陷或損壞。
3、正確使用脫模劑:在碳纖維預(yù)浸料鋪層前需要涂抹一層脫模劑,涂抹時(shí)要足量且均勻,脫模劑可選擇蠟基或液體脫模劑,加工環(huán)節(jié)較多的,可能要多次涂抹。
4、正確固化:碳纖維預(yù)浸料固化過(guò)程需要選擇合適的溫度和壓力,確保樹(shù)脂完全固化。如果溫度或壓力不夠,未完全固化的樹(shù)脂會(huì)粘附在模具上,脫模時(shí)造成破損,另外固化后還需要足夠的冷卻時(shí)間,避免過(guò)早脫模引起的變形問(wèn)題。
5、選用合適脫模技術(shù):使用塑料或橡膠楔子代替金屬工具小心地將產(chǎn)品從模具中撬開(kāi);開(kāi)始撬動(dòng)邊緣以逐漸釋放產(chǎn)品,不要強(qiáng)行將產(chǎn)品拉出;可在模具接縫處或通過(guò)模具中的專用孔引入壓縮空氣,幫助脫模;可稍微加熱模具,引起輕微熱膨脹,有助于脫模。
6、避免用力過(guò)度:脫模過(guò)程中,避免用力過(guò)度,可能導(dǎo)致碳纖維產(chǎn)品出現(xiàn)應(yīng)力裂紋或分層,用輕柔、均勻的壓力將產(chǎn)品從模具中脫模。
碳纖維箱體的制作過(guò)程不算特別復(fù)雜,智上新材料憑借成熟的技術(shù)和豐富的經(jīng)驗(yàn),已經(jīng)為多家客戶提供了多種不同類型的碳纖維箱體產(chǎn)品。碳纖維是國(guó)家發(fā)展的重要戰(zhàn)略材料,我們不僅要在技術(shù)上打磨提升,同時(shí)也要在產(chǎn)能產(chǎn)量上努力擴(kuò)展,為國(guó)產(chǎn)碳纖維產(chǎn)業(yè)提供助力。
 掃一掃添加微信
掃一掃添加微信